公告信息:
公告信息:
我國是世界上最大的油菜籽生產國,菜籽油是我國僅次于大豆油的第二大產量食用植物油。油菜籽是一種優質的油料和蛋白資源,先進的制油工藝是油菜籽高效加工利用的基礎。目前,脫皮低溫壓榨技術是油菜籽制油工業發展的趨勢之一。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
現行的正己烷溶劑因對環境及人體存在危害,在工業上的使用受到限制。而且,正己烷來源于石油,是不可再生資源。在我國“十五”和“十一五”科技支撐計劃中都將開發更加高效低毒、節能環保的新型植物油浸出溶劑列為重點課題,已有學者對有可能采用的溶劑如丁烷、戊烷、異己烷、異丙醇等進行了研究。因此,對新型浸出溶劑的開發成為近年來油脂行業關注的熱點,其中,可再生溶劑和混合溶劑是各國研究的新方向。目前,以己烷和醇類為主體構成的烴一醇一水型溶劑正逐步成為混合溶劑研究的重點?,F行的乙醇一己烷、甲醇 一己烷以及丙酮一己烷在研究階段均取得了較好的效果,但從產業化推廣的角度分析,均存在較大的局限性。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
異丙醇 - 環己烷混合溶劑同時具備了醇類和烷烴類溶劑的浸出優點,在一定的工藝條件下,可使菜籽粕中的殘油降到1%以下,不但浸出毛油質量好,而且浸出時間較正己烷大大縮短。在異丙醇 - 環己烷混合溶劑中,異丙醇是一種能夠用生物再生資源發酵來制得的溶劑,在醇類中,異丙醇具有汽化潛熱最低、對油脂溶解度較高、溶解度隨溫度變化的幅度比乙醇小、易于采用冷卻分離的方法分離混合油和回收溶劑、能耗較低等優點。但由于油菜籽中含有菜籽多糖等極性物質,經異丙醇浸出后混合油中糖等物質的大量存在將給混合油的蒸發分離帶來極大困難。另外,如單一選用異丙醇作浸出工藝的替代溶劑,蒸發條件與現有油脂浸出蒸發設備差別較大,需要對設備進行大的改造。非極性溶劑能減少菜籽多糖等極性物質的浸出并提高浸出效率,環己烷是煤焦油的氫化產品,無腐蝕性,毒性低,無致癌致突變作用。我國煤焦油來源充足,環己烷供給穩定,且價格與正己烷相當。因此,在異丙醇中添加非極性溶劑環己烷作為浸出溶劑,既符合對現有浸出設備沒有較大改變的要求,同時又提高了浸出效率,易于今后在油脂行業的推廣應用。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
本文在前期異丙醇 - 環己烷混合溶劑浸出菜籽餅研究的基礎上 ,進一步研究不同含水量異丙醇一環己烷混合溶劑與原料水分含量對浸出粕殘油的影響,重點對混合溶劑分離回收中混合油水洗除雜、異丙醇水溶液的蒸發溫度、異丙醇水溶液鹽效萃取脫水、碳酸鉀溶液的回收利用、濕粕及混合油脫溶等工藝進行了系統的研究與分析。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1 材料與方法
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.1 試驗材料
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.1.1 主要原料、試劑
原料壓榨菜籽餅,由西安油脂科學研究設計院渭南中試生產基地提供。
異丙醇、環己烷、石油醚(沸程3O~60 ℃)、碳酸鉀、卡爾費休液(甲液、乙液)、甲醇等,以上試劑均為分析純。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.1.2 主要儀器、設備
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
RE - 52A旋轉蒸發器,ZSD - 2J智能水分測定儀,L - 530A高速離心機,SHB - 3循環水式多用真空泵,BS210電子分析天平,B - 220數顯恒溫水浴鍋,101A - l電熱鼓風干燥箱,植物粉碎機,索氏抽提器等。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.2 試驗方法
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.2.1 菜籽餅主要成分的測定
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
菜籽餅中油脂含量按GB/T 14488.1—2008測定,菜籽餅中水分含量按GB/T 5009.3—2003測定。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.2.2 異丙醇水溶液中含水量的測定
異丙醇水溶液中含水量按卡爾費休法測定。
1.2.3 菜籽餅浸出
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
取一定量粉碎(10—20目)的壓榨菜籽餅置于燒瓶中,按液料比3:1加入含水異丙醇一環己烷混合溶劑(體積比3:1),于62℃的條件下,在一定轉速的旋轉蒸發器中連續浸出60、90、120 min,分別考察混合溶劑中不同含水量異丙醇(85% 、90% 、95%、100%異丙醇)及不同原料水分含量對浸出效果的影響。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
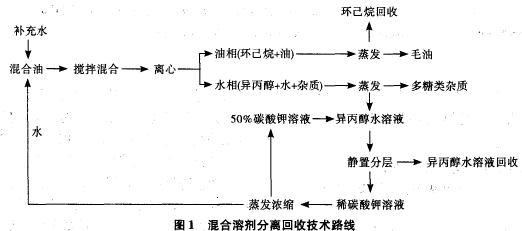
1.2.4 混合溶劑分離回收工藝(技術路線見圖1)
1.2.4.1 混合油水洗除雜
取一定體積的混合油,預熱至60 ℃左右,加入一定體積的60 ℃左右的熱水,充分混合,靜蠱分層,考察熱水的加入量對混合油分層效果的影響。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.2.4.2 異丙醇水溶液的蒸發溫度
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
取離心后的異丙醇水溶液于旋轉蒸發器中,逐步升高溫度,考察含雜質的異丙醇水溶液的蒸發溫度。
1.2.4.3 異丙醇水溶液鹽效萃取脫水
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
于一定體積的異丙醇水溶液中加人一定體積和一定質量分數的碳酸鉀溶液,充分攪拌混合后靜置分層,上層為高濃度異丙醇水溶液,下層為較低質量分數的碳酸鉀溶液,用卡爾費休法測定上層溶液的含水量。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.2.4.4 碳酸鉀溶液的蒸發溫度
在一定真空度條件下,分別考察碳酸鉀溶液質量分數對蒸發溫度的影響。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
1.2.5 濕粕混合油脫溶
濕粕脫溶采用預脫溶 - 蒸烘的方式進行。預脫溶采用離心方式,轉速2 000 r/min,離心時間5min;烘箱烘干溫度100 ℃?;旌嫌驮?00 ℃旋轉蒸發器中進行脫溶。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
2 結果與分析
2.1 原料壓榨菜籽餅主要成分
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
經測定原料壓榨菜籽餅中油脂含量為17.07%,水分含量為8.53%。
2.2 不同含水量異丙醇一環己烷混合溶劑對浸出粕殘油的影響
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
關于異丙醇水溶液對非極性油脂溶解能力的解釋,類似于乙醇水溶液的特性 。我們不妨這樣假定:異丙醇分子可以與水分子形成氫鍵,也可以在異丙醇分子之間形成氫鍵。當水分子為少數時,一個水分子和多個異丙醇分子形成氫鍵,極性基團(羥基)被掩蓋,非極性基團連續分布,異丙醇水溶液可以與環己烷或油脂互溶;但隨著水分子數增多,極性基團逐漸暴露,非極性基團連續分布狀態被打破,溶液極性增強,對環己烷或油脂的溶解能力逐漸下降,直至出現相分離。不同含水量異丙醇一環己烷混合溶劑浸出壓榨菜籽餅的試驗結果如圖2所示。

由圖2可以看出,浸出粕殘油小于1% 的混合溶劑中異丙醇的含水量是一個比較寬泛的區間而不是一個固定的點,因此可以允許異丙醇的含水量在一個小范圍內波動而不對浸出效果造成顯著影響,因而只需有效地將異丙醇的含水量控制在這個范圍之內。理論上來說,只要混合溶劑中異丙醇的含水量不高于10%(90%以上異丙醇),浸出粕殘油均能達到1%以下。然而,90%異丙醇作為浸出粕殘油小于l% 的一個臨界含水量,生產中不易把握;而采用100%異丙醇的混合溶劑雖然浸出效果較好,但后續溶劑回收要求采用精餾,設備投資大,操作復雜。本工藝采用的鹽效萃取異丙醇脫水技術,可以使異丙醇體積分數濃縮到 95%左右,較好地解決了上述問題。因此,選用95% 異丙醇一環己烷混合溶劑比較合適。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
2.3 原料壓榨菜籽餅水分含量對浸出粕殘油的影響
入浸油料的水分含量影響到溶劑對油料的潤濕及油脂在料坯內部的擴散。油料水分含量增加將使料坯外表面、細胞壁、二次結構組織、毛細孔壁被溶劑潤濕的情況變差。同時,料坯的膨脹減少了它的內部孔隙度。這些因素都將使溶劑向料坯內的滲透以及溶解油脂向外擴散發生困難b另外,入浸油料的水分含量亦影響到油料的結構力學性質。水分含量增加會引起生坯結塊,破壞料坯之間通道的連續性,使溶劑的滲透性變差。水分含量過低,會形成大量細末,同樣會減弱料層的滲透性。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
混合溶劑浸出過程,人浸油料的水分含量對浸出過程的影響應該是雙重的。一方面,人浸油料水分含量影響到料坯的滲透性及油料的結構力學性質;另一方面,入浸油料水分含量過大,將會使混合溶劑中異丙醇含水量增加,極性增加,溶解油脂困難。原料壓榨菜籽餅水分含量對浸出粕殘油的影響試驗結果如圖3所示。
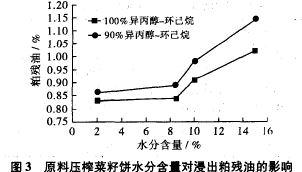
由圖3可知,隨著壓榨菜籽餅水分含量增加,浸出粕殘油逐漸增加,但比較兩種不同混合溶劑的趨勢可以發現,隨著壓榨菜籽餅水分含量增加,90%異丙醇一環己烷浸出粕殘油增加較快,說明壓榨菜籽餅水分含量的增加對90% 異丙醇一環己烷浸出粕殘油影響較大。另外,當壓榨菜籽餅水分含量大于10%以后,兩種溶劑的浸出粕殘油均大于1% ,結合生產實際,壓榨菜籽餅水分含量一般在6% ~7%,因此用異丙醇含量大于90%的混合溶劑均能使浸出粕殘油在1% 以下。本工藝浸出溶劑為95%異丙醇一環己烷,即使壓榨菜籽餅水分含量高達10%仍能滿足浸出要求。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
2.4 混合油水洗除雜
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
試驗中浸出得到的混合油,由于成分較多,為了提高浸出毛油質量、提高副產品綜合利用的價值,一般需應用液一液萃取、相分離等技術除去雜質。
由試驗可知,異丙醇水溶液和環己烷在一定條件下是可以互溶的。異丙醇水溶液的比例對混合體系的互溶性影響極大,互溶程度隨異丙醇比例的增大而增加。體系的互溶性和溫度的關系較小,在不完全互溶的情況下,互溶區域隨溫度的升高逐漸擴大,原因是溫度的升高使得混合體系中溶劑分子運動加劇。結果表明,混合溶劑的互溶程度主要由異丙醇含水量決定。因此,控制異丙醇水溶液的含水量,可使混合溶劑’ 《混合油)互溶或相分離。經過液一液萃取、相分離后的混合油含雜質極少,生產的浸出毛油質量較好。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
水洗除雜的過程,同時也是環己烷 - 油脂相和異丙醇 - 水相兩相分離的過程,而多糖類雜質在環己烷 - 油脂相中基本不溶,因此兩相分層的程度決定了雜質去除的程度。初步試驗已經發現,當加水量為混合溶劑中異丙醇的1倍體積時,在60℃兩相能夠快速分層。根據工藝特點及多糖類雜質易溶于熱水的特性,直接用60℃熱水洗滌熱的混合油。優化試驗主要考察熱水加入量對混合油分層效果的影響,結果如表1所示。
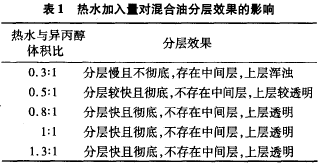
由表1可以看出,當加水量體積達到0.8倍異丙醇時,混合油分層效果已經較好,再增大加水量,分層效果基本不變化。因此,水洗溫度控制在60℃ ,60℃熱水加入量為0.8~1倍異丙醇。
2.5 異丙醇水溶液的蒸發溫度
試驗發現,含雜質的異丙醇水溶液在84℃左右開始沸騰,當溫度上升到100℃左右時,溶液中異丙醇已經完全蒸出,余下的為多糖水溶液。據資料和試驗表明,溶液的蒸發溫度超過120℃時,將引起溶液中多糖等物質變性,形成難以除去的垢層。因此,異丙醇水溶液的蒸發溫度控制在100℃。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
2.6 異丙醇水溶液鹽效萃取脫水
異丙醇和水易形成共沸物Ll ,若采用常規精餾工藝,則異丙醇的純度只能達到87.4%左右,無法滿足工藝要求;若采用恒沸精餾等工藝,則操作復雜,設備投資較大。因此,有必要對異丙醇脫水新工藝進行研究。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
鹽效萃取是指鹽加入到恒沸有機物水溶液中時,由于鹽與溶劑分子的相互作用,引起溶液液一液相平衡的變化,即溶劑間分配系數的變化,從而達到分離的目的¨ 。對于異丙醇水溶液,由于鹽與水的作用遠遠大于異丙醇與水的相互作用,因此當碳酸鉀加入到異丙醇水溶液中時,由于碳酸鉀的鹽析效應,使異丙醇水溶液形成的有機相中含有少量水和極少量鹽,鹽水中含有極少量的異丙醇,使異丙醇水溶液的分離易于進行。
2.6.1 碳酸鉀溶液(50%碳酸鉀溶液)的加入量(見圖4)
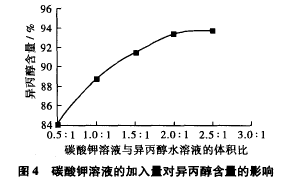
碳酸鉀溶液與異丙醇水溶液的體積比圖4 碳酸鉀溶液的加入量對異丙醇含量的影響由圖4可以看出,隨著碳酸鉀溶液加入量的增加,異丙醇含量在不斷增大,當碳酸鉀溶液與異丙醇水溶液的體積比大于2:1以后,其增長趨勢基本趨于平緩,再進一步增大碳酸鉀溶液的加入量,異丙醇含量的提高已經微乎其微。另外,增加碳酸鉀溶液的加入量,一方面加大了碳酸鉀溶液的循環量,提高了操作成本;另一方面也增大了碳酸鉀回收操作的蒸發量,增大了能耗。因此,考慮到實際生產操作中經濟等因素,在滿足工藝要求的前提下,50%碳酸鉀溶液與異丙醇水溶液的體積比為2:l比較適宜。
2.6.2 碳酸鉀溶液的質量分數(見圖5)
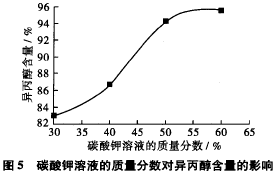
碳酸鉀溶液的質量分數/%圖5 碳酸鉀溶液的質量分數對異丙醇含量的影響碳酸鉀溶液存在一個質量分數區間,即最低質量分數為鹽析稀釋后仍能阻止異丙醇進入鹽溶液相的質量分數,最高質量分數為飽和鹽溶液的質量分數。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
由圖5可知,當碳酸鉀溶液的質量分數增大時,異丙醇含量亦在不斷增大,碳酸鉀溶液的質量分數達到50%以后,異丙醇含量基本平穩。另外,隨著碳酸鉀溶液質量分數的增大,在配制碳酸鉀溶液過程中,碳酸鉀的溶解將會變得越來越困難,并且在碳酸鉀溶液的回收蒸發中,能耗也將增大。因此,碳酸鉀溶液質量分數控制在50%左右比較合適。
2.6.3 碳酸鉀溶液的蒸發溫度(見圖6)
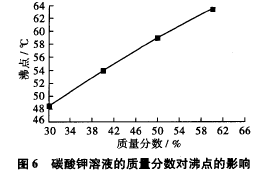
由圖6可知,在真空度為0.095 MPa下,30% 、50%碳酸鉀溶液的沸點分別為48.5℃和59℃ ,蒸發過程中取濃縮溫度的上限,試驗中碳酸鉀溶液的質量分數為50% ,因此蒸發溫度取59℃。
2.7 濕粕及混合油的脫溶
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
本工藝中濕粕的脫溶采用預脫溶 - 蒸烘的方式進行。濕粕含溶量約為35% ,預脫溶在2 000 r/min離心5 min,粕中殘溶為16% ,再在100 oC烘箱中脫去殘留溶劑?;旌嫌驮?00℃旋轉蒸發器中除去溶劑。
3 結論
異丙醇 - 環己烷混合溶劑浸出菜籽餅的浸出條件為:菜籽餅水分含量小于10% ,浸出溫度62℃ ,液料比3:l,采用95%異丙醇 - 環己烷混合溶劑(體積比3:1)?;旌先軇┓蛛x回收工藝條件為:混合油水洗溫度6O℃,熱水加入量為0.8~1倍95%異丙醇;異丙醇水溶液的蒸發溫度100 ℃,鹽效萃取中碳酸鉀溶液的質量分數50% ,50%碳酸鉀溶液與95%異丙醇體積比2:1;碳酸鉀溶液的蒸發溫度59℃,真空度為0.095 MPa。
中國油脂雜志、中國油脂網www.chinaoils.cn、油脂設備;糧油機械;食用油;植物油;花生油
本工藝在異丙醇回收方面,采用鹽效萃取 - 真空蒸發的萃取劑碳酸鉀循環利用新工藝對異丙醇水溶液進行精制脫水,不但有利于降低能耗,而且省去了異丙醇的精餾工藝和設備,小試研究證明采用鹽效萃取一真空蒸發的萃取劑碳酸鉀循環利用新工藝是可行的,值得進一步擴大中試考察驗證,同時應對95%異丙醇一環己烷混合溶劑浸出及分離關鍵設備,如混合油水洗除雜設備(液一液萃取設備)、鹽效萃取設備(液一液萃取設備)、濕粕預脫溶設備(如擠壓設備)等進行研究及開發,以促使新型混合溶劑提取工藝技術在浸出制油工業中推廣應用。